�����ദ���豸���������빤��Ӧ���о���
�������ദ���豸���������빤��Ӧ���о���
һ�����ദ���豸�ļ�����չ��״
�����ҹ���ˮ���������Ŀ���������������������ֱ���ʽ��������ͳ�ƣ�2022��ȫ��������ˮ������ʪ����(��ˮ��80%)�������ͻ��6000��֣�Ԥ��2025�꽫�ﵽ8000��֡������˾�Ĵ���ѹ�������ദ���豸��Ϊ������������ȶ�������������Դ���Ĺؼ����壬�似����չ���ܹ�ע��Ŀǰ�������ദ�����հ���Ũ����ˮ�������������������͡��ȸɻ������յȣ���Ӧ�豸�г����γ�200��Ԫ��ģ���������ʱ�����15%���ҡ�Ȼ�����豸�����ܺĸߡ�������Ⱦ���մ���Դ����Ʒ��·��������������Լ����ҵ��չ��ؽ�輼������ͻ�ơ�

������е��ˮ�豸�ļ�����չ
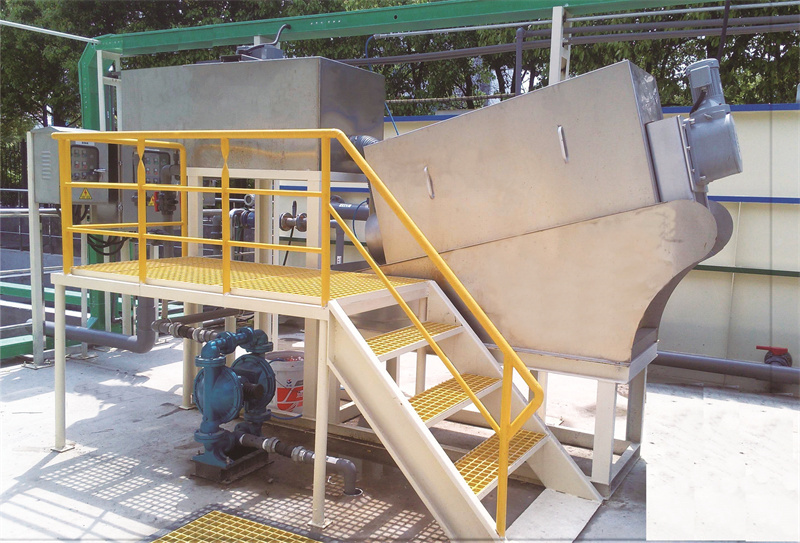
��е��ˮ�����ദ������Ҫ���ڣ�����Ч��ˮ�豸����ӿ�֡���ͳ��ʽѹ�˻��Ĵ�������Ϊ100-500kgDS/(m��h)�����ͱ�Ƶ���ƴ�ʽ��ͨ���Ż���Ͳ���ú��˴�������ʹ������������30%���ܺĽ���25%�����ѹ�˻����ѹ����չ������ѹ����0.8MPa������2.0MPa�����ຬˮ�ʴ�80%����60%��ij�ͺŸ�ѹ��Ĥѹ�˻����ö���ѹե��������ϻ�ѧ����(�ۺ��Ȼ���+������PAM)����ʹ�������ຬˮ�ʽ���50%���¡�
������ˮ�豸���棬�����������Ļ�ͨ���Ż�ת�ij�����(4-5:1)�Ͳ�ת��(5-15r/min)������������10-15m³/h��ͬʱ�䱸�Զ���ϴϵͳ��ֹ�Ṹ���ر�ֵ�ù�ע���ǵ�����ˮ������Ӧ�ã�ͨ���ڻ�е��ˮ������ʩ��20-50V/cm��ֱ���糡����ʹ���ຬˮ�ʽ�һ������40%���£���ʡ�����ɻ��ܺ�30-50%��ijʾ����Ŀ������ʾ��������ϻ�е��ˮʹ���ദ���ɱ�����40Ԫ��
�����Ȼ�ѧ�����豸�Ĵ���ͻ��
�Ȼ�ѧ������ʵ���������������������Ч;���������������ͨ���Ż��ȷ�ֲ�(����2-3m/s)������ѭ��ϵͳ������ǿ�ȴ�50-80kgˮ/(m²��h)���ϴ�ͳ�豸���50%�����ͽ�Ҷ��������ü�Ӽ��ȷ�ʽ����Ч�ʴ�85%��β���������ɽ���60%��ij���̰�����ʾ��������ģ50t/d�Ľ�Ҷ����ϵͳ������������0.8t/tʪ�ࡣ
��������豸����ͻ�����Ч����չ��ѭ������������¯����������100-500t/d��ȼ���¶�850-950�棬ͣ��ʱ��>2s��ȷ�����fӢ��ȫ�ֽ⡣���Ͷ���ʽ����¯ͨ��8-12��¯�ŷּ�ȼ�գ���Ч��������75%��������NOx�ŷ�<100mg/m³��ij200t/d�����������Ŀ����"�ɻ�+����"���գ����ܵõ��ݼ����ã�ϵͳ�ܺĽ���30%���괦���ɱ���Լ800��Ԫ��

�ġ����ﴦ���豸���Ż�����
���������豸ͨ�����ո���������������Ч�ʡ���������������(55��2��)���л��オ���ʿɴ�50-60%���������������15%����������������0.8-1.2m³/kgVS������˫������ϵͳ��ˮ���ữ����黯���룬ʹͣ��ʱ���20��������15�졣ij500t/d������������Ŀ�����ȵ�����(CHP)ϵͳ���귢������800��ȣ�̼����1.2��֡�
���������豸ʵ�����ܻ����ơ��ܱ�ʽ���Ͳ��䱸�����¶�(55-65��)������(>5%)��ʪ��(40-60%)���ϵͳ���������ڴ�25��������15�졣���ͷ��ѻ������ٶȿɵ�(3-8m/min)�����Ѹ߶ȴ�2.5m����������300m³/h��ij100t/d������ѷʳ�����"����+��ӹ�"���գ���������NY525�����л����ϣ������������1500��Ԫ��
�塢��Դ�������豸�ļ��ɴ���
���ཨ�Ļ��豸ȡ����Ҫͻ�ơ���������Ҥ¯�¶ȿ��ƾ��ȴ��5�棬�ճ����ڴ�24h������16h����Ʒ��ѹǿ��>5MPa��ij10��t/a�����������������ߣ�������ȴ�30%����Ʒ�㷺Ӧ��������ϻ�����������̼���豸ͨ������(400-600��)�Ƚ⣬��������̿�ȱ������200-400m²/g���ؽ����̻���>90%�������������������������ϡ�
������ȡ�豸ʵ�ֹ�ҵ��Ӧ�á���ˮ�ⷴӦ��(160-180�棬0.6-1.0MPa)���ø��գ���������ȡ��>60%��ij50t/d�����൰����Ŀ���ó���+�������﹤�գ��������ϵ��״ֵ�����>50%���ؽ�����������GB13078�������ֵ��3000��Ԫ��
�������ܻ�����ϵͳ��Ӧ��ʵ��
�ִ����ദ���豸�ձ��䱸���ܿ���ϵͳ��PLC+SCADAϵͳʵ���豸��Ⱥ���ƣ����ݲɼ�Ƶ�ʴ�1��/�롣AI�㷨ͨ��������ʷ�����Ż����в�������ɻ��¶�ƫ������ڡ�2�����ڡ�ij�ǻ����ദ������ͨ����������������ʵ���豸����Ԥ��ȷ��90%��ά���ɱ�����25%��
����������ʵ��Զ����ά��5G+��ҵ������ƽ̨֧��1000+���ݵ�ʵʱ���䣬�ƶ���APP�ṩ�쳣����(��Ӧʱ��<30s)��ר����Ϸ���ijʡ��������ƽ̨����50+������ʩ��ʵ����������"һ��ͳ��"������Ч������40%��
�ߡ���������������Ⱦ����
��������ϵͳ�����������ɻ�β������"�������+����+��ѧϴ��+RTO"��Ϲ��գ��Ǽ��������ŷ�<50mg/m³������������������"SNCR+��ɷ�+����̿+����"ϵͳ�����fӢ�ŷ�<0.1ngTEQ/m³��ij�������ദ����Ŀʵ����ʾ����������ķ�������ָ�������GB18485����ֵ50%���ϡ�
�������Ƽ����������ơ������˳ؿմ�ͣ��ʱ��>15s����H₂Sȥ����>95%���������ӳ���ϵͳ����������50000m³/h�������ܺĽ�0.2kWh/1000m³��ij���ദ��������"Դͷ�ܷ�+���̿���+ĩ�˴���"��ȫ���̳������������簱��Ũ��<0.2mg/m³��
�ˡ����Ͱ����뾭�÷���
ij2000t/d�����༯�д�����Ŀ����"�����ˮ+�ɻ�����+��������"���գ���Ҫ�豸������
10̨��ѹ��Ĥѹ�˻�(��ˮ�ʡ�60%)
4������������ϵͳ(��ˮ�ʡ�30%)
2̨ѭ������������¯(��������100t/d)
1������������(����300t/d)
��Ŀ��Ͷ��5.8��Ԫ�����ദ���ɱ�Լ280Ԫ��ͨ����Ѳ���(0.4Ԫ/��)�Ͳ�Ʒ��������(����120Ԫ/t)��ʵ��������2000��Ԫ��Ͷ�ʻ�����Լ8�ꡣ
�š�δ����չ�����뽨��
������չ����
���ܺ���ˮ������������ѹ�ȼ���ʹ��ˮ��ͻ��40%ƿ��
��Ч�ɻ����ȱü����������������õȽ����ܺ�30%����
�����գ����fӢ��������Զ�����ȷ������ŷ�
��ֵ���ã���������ȡ������̿�Ʊ��ȼ���������Դ��ֵ
���߽��飺
�������ദ�����ñ���ϵ
�������ദ���ɱ�����ˮ�ۻ���
�Ӵ�Ƽ�����֧������
����������Эͬ����ģʽ
ʮ������
���ദ���豸�ļ�������Ϊ�ƽ�"����Χ��"�����ṩ�˹ؼ�֧�š�δ��Ӧ���"��ɫ��̼��ѭ������"�ķ�չ����ͨ���������¡������Ż���ģʽ���£�������ȫ����Ч�����õ����ദ��������ϵ��������ҵ�ص��ע�豸��Ч������������Ⱦ���ƺͲ�Ʒ��·��չ���ƶ����ദ����ҵ��������չ��Ϊ��̬�����������������ס�Ԥ�Ƶ�2025�꣬�ҹ����ദ���豸�г���ģ��ͻ��300��Ԫ���γɺ��Ǽ����з���װ�����졢���̽������Ӫ�����������ҵ����