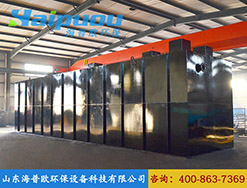
IC厌氧罐工作原理
IC厌氧罐技术优势容积负荷高:厌氧罐反应器污泥浓度高,微生物量大,进水有机负荷高;动力成本低,无混合搅拌设备,发酵过程中沼气运动,污泥床上部污泥悬浮,下部污泥层搅拌;污泥床无载体,节约成本,避免填料堵塞;

出水稳定性好;启动周期短:反应器内污泥活性高,生物增殖快,为反应器快速启动提供有利条件;
高产气量:每公斤COD可产气0.58-0.6m3,远远超过0.35的理论值;沼气利用价值高,反应器产生的生物气纯度高,CH470%~80%,CO220%~30%,其他有机物1%~5%,可作为燃料使用;
节约投资和占地面积:IC反应器的容积负荷率比普通UASB反应器高3倍左右,相当于普通反应器的1/4-1/3左右,大大降低了反应器的基础设施投资;IC反应器直径比大(一般为4-8),占地面积小。抗冲击负荷能力强:处理低浓度废水(COD=2000-3000mg/L)时,反应器内循环流量可达进水量的2-3倍;处理高浓度废水(COD=1万-1.5万mg/L)时,内循环流量可达进水量的10-20倍;大量循环水与进水充分混合,充分稀释了原水中的有害物质,大大降低了毒物对厌氧消化过程的影响;
抗低温能力强:温度对厌氧消化的影响主要是对消化速率的影响。由于IC反应器含有大量微生物,温度对厌氧消化的影响不再明显和严重。通常IC反应器厌氧消化可在常温条件下进行(20-25℃),减少消化保温困难,节约能源;缓冲pH值能力:内循环流量相当于第一厌氧区出水回流,可利用COD转化碱度缓冲pH值,使反应器pH值保持良好状态,减少进水量;厌氧污泥全部颗粒化,更好地解决了传统UASB中高浓度有机废水的三相分离、酸化控制、高效颗粒污泥生产技术等困难;

IC厌氧罐的适用范围。
化工废水、酒精废水、淀粉废水、造纸废水、医药废水、生物制药厂(阿维菌素、维生素、青霉素等)食品废水。